
Språk

Artikkelsammendrag
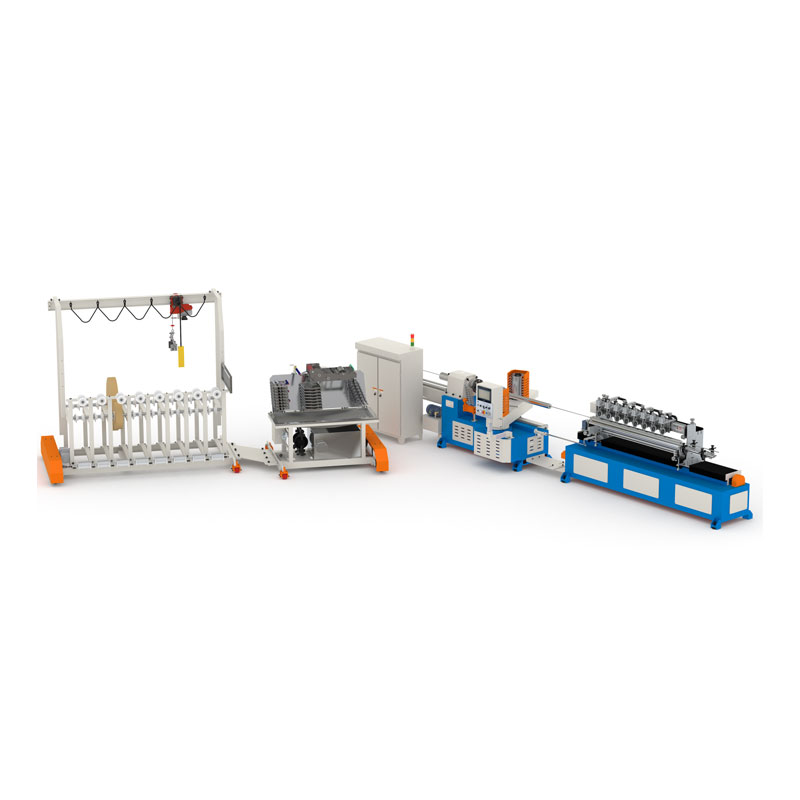
Papirrør dukker opp overalt - emballasje, tekstiler, etiketter, beskyttende kjerner, til og med konstruksjonsformer. Men i det øyeblikket etterspørselen vokser, mange produsenter treffer den samme veggen: inkonsekvent rørstyrke, rotete limlinjer, ustabile diametre, høye skraphastigheter og ukomfortabel nedetid forårsaket av kjørestopp og langsomme omstillinger. Denne veiledningen bryter ned hva som vanligvis går galt i produksjon av papirrør, hva du skal vurdere før du kjøper utstyr, og hvordan bygge en stabil, repeterbar prosess som leverer sterke, rene, kundeklare rør. Du finner også en praktisk sjekkliste, en sammenligningstabell over maskinfunksjoner og en FAQ for å støtte bedre kjøpsbeslutninger.
Innholdsfortegnelse
Hvis du noen gang har hatt et "perfekt" rør på mandag og en avvisningsbølge på torsdag, er du ikke alene. Produksjonen av papirrør er villedende følsom: små endringer i papirfuktighet, limviskositet, viklingsspenning eller knivskarphet kan utløse kvalitetsavdrift. Når kunder klager, er de vanligvis ikke bare kresne – maskinene deres nedstrøms (utskrift, skjæring, tilbakespoling, laminering, tekstilvikling) er også følsomme. Her er smertepunktene kjøpere nevner mest, pluss det som vanligvis ligger bak dem.
En påliteligpapirrørmaskin"løper" ikke bare. Det hjelper operatørene dine med å kjøre den på samme måte hvert skift – slik at rørene dine forblir stabile selv når produksjonsvolumet øker eller nye ansatte tiltrer linjen.
Ulike bransjer bryr seg om forskjellige toleranser, men de fleste kjøpere bedømmer rør med samme håndfull utfall: passform, styrke, overflate og kuttekvalitet. Hvis du vil ha færre tvister og raskere godkjenninger, definer dine interne mål på forhånd.
| Kvalitetselement | Hvorfor det er viktig for kundene | Typiske årsaker når det mislykkes |
|---|---|---|
| Stabilitet i indre diameter | Forhindrer slingring, glidning og vibrasjon på tilbakespoling eller utskrift av aksler | Dornslitasje, spenningsdrift, papirfeil, ujevnt viklingstrykk |
| rundhet (lav ovalitet) | Forbedrer passformen og reduserer kantskader under høyhastighetskjøring | Ubalansert spenning, inkonsekvent papirtykkelse, dårlig verktøyjustering |
| Bindestyrke og lagintegritet | Stopper delaminering, kollaps og kjernesprekker | Feil limviskositet, lav dekning, utilstrekkelig herdetid, papirfuktighet |
| Renslighet av kuttekanter | Reduserer støv, forbedrer håndteringssikkerheten, støtter et rent emballasjeutseende | Sløve kniver, feil kutterhastighet, vibrasjoner, feilmating |
| Overflateutseende og limkontroll | Viktig for merkeemballasje og butikkvendte rør | Overpåføring av lim, ujevnt belegg, ustabil mating, skitne ruller |
Legg merke til temaet: Maskinen er bare halve historien. De beste resultatene kommer fra en maskindesign som støtter konsistente parametere, pluss et produksjonsteam som måler og standardiserer.
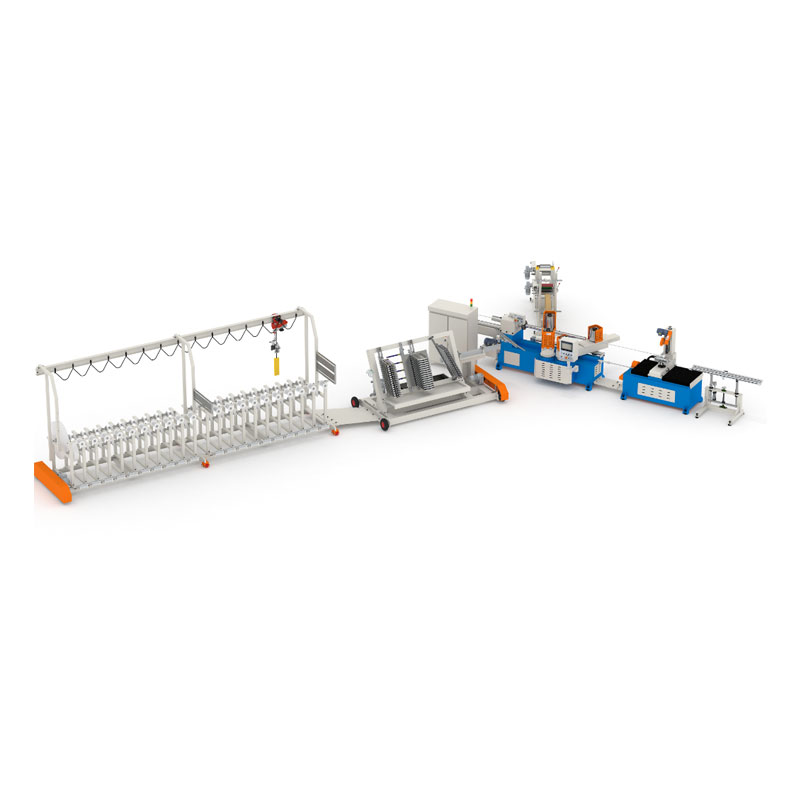
Før du sammenligner modeller, definer tuben din "familie". En maskin som utmerker seg med tykke vegger industrielle kjerner kan være ineffektiv for korte, tynnveggede emballasjerør, og omvendt. Spør deg selv:
Når du har kartlagt produktmiksen din, velg en maskinkonfigurasjon som beskytter de "harde delene": stabil viklingsspenning, kontrollert limpåføring, nøyaktig skjæring og repeterbare justeringer mellom størrelser. Det er her en erfaren produsent kan spare deg for måneder med prøving og feiling.
For eksempelWenzhou Feihua Printing Machinery Co., Ltd.støtter kunder som ønsker en pålitelig papirrørlinje som kan være konfigurert rundt deres rørserie, anleggslayout og operatørvaner – fordi reell produksjonssuksess avhenger av hvordan maskinen oppfører seg på gulvet ditt, ikke i en brosjyre.
Når kjøpere kun fokuserer på maksimal hastighet, betaler de ofte for det senere i skrot og nedetid. Evaluer i stedet funksjoner som lager utdata repeterbar og enkel å kontrollere. Her er det som vanligvis gir størst effekt:
En nyttig måte å sammenligne alternativer på er å oversette funksjoner til forretningsresultater: færre kundeklager, mindre skrap, raskere omstillinger, og lettere trening. Hvis en leverandør kan forklare hvordan deres design reduserer disse risikoene, forstår de sannsynligvis reell produksjon.
Selv en sterk papirrørmaskin kan ikke "bekjempe" ustabile innganger for alltid. Den raskeste veien til konsistente rør er å standardisere det grunnleggende: papir, lim, viklingsinnstillinger og skjæreinnstillinger. Her er en praktisk tilnærming du kan implementere raskt.
Hvis du vil ha en enkel tankegang: ikke jag etter defekter på slutten. Fang avdrift tidlig med små sjekker og konsekvente oppskrifter. Det er det som gjør rørproduksjon fra "operatørtalent" til en skalerbar prosess.
De fleste plutselige produksjonsfeil er ikke tilfeldige – de er forsinkede konsekvenser av små neglisjerte problemer. Et kort, konsekvent vedlikehold rutine slår ofte "store reparasjonsdager" som kommer etter at kvaliteten allerede har falt.
Dessuten: Før en enkel logg. Når en defekt vises, noter du dato, tubetype, papirbatch, liminnstilling, hastighet og hvem som var på skift. Mønstre blir synlige raskere enn du forventer - og disse mønstrene er hvordan du fikser rotårsaker i stedet for å gjenta nødsituasjoner.
Hvis du har å gjøre med ustabile rørdimensjoner, bindingsproblemer eller nedetid som fortsetter å tære på marginene dine, ikke bare "innstille hardere". Definer rørområdet ditt, lås prosessoppskriftene dine, og velg utstyr som gjør det enkelt for operatørene – hvert skift, ikke bare på en god dag.
Vil du matche en konfigurasjon av en papirrørmaskin til dine nøyaktige rørstørrelser, materialer og utgangsmål? Nå ut tilWenzhou Feihua Printing Machinery Co., Ltd.og kontakt ossfor å diskutere dine behov og få praktiske anbefalinger for en renere, mer konsistent produksjonslinje.











