
Språk

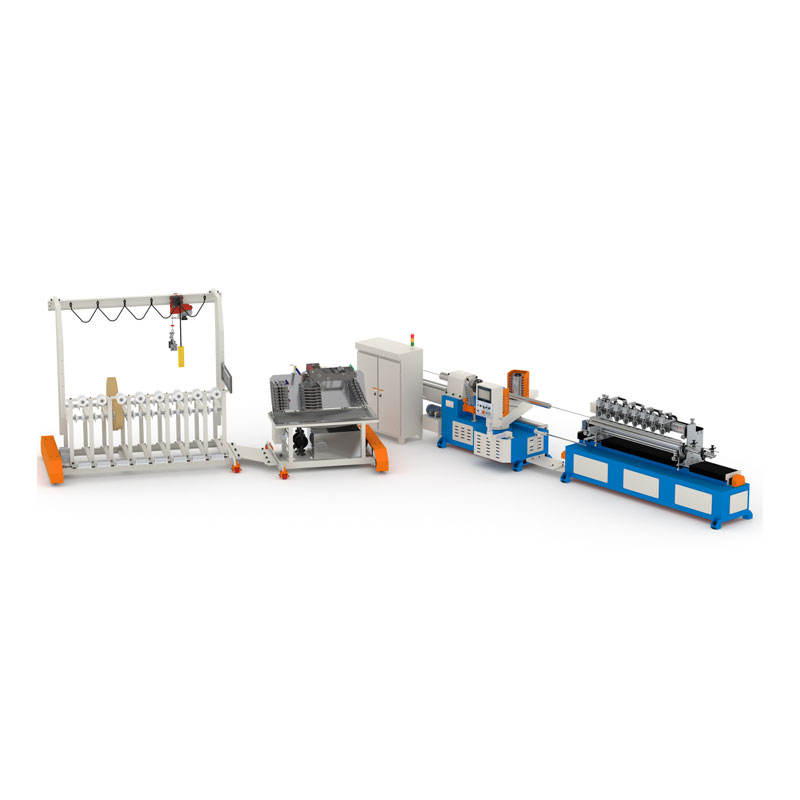
Papirrør ser enkle ut, men alle som kjøper eller produserer dem kjenner hodepinen: delamineringsklager, ujevn veggtykkelse, limsøl, uklare kanter, teleskopering, dårlig rundhet og konstant nedetid fra bladskift eller dårlig papirmating. Denne artikkelen bryter ned hva som faktisk forårsaker disse problemene og hvordan enPapirrørmaskinkan konfigureres, betjenes og vedlikeholdes for å levere stabil kvalitet i skala. Du får en praktisk sjekkliste for kjøp, en produksjonsarbeidsflyt som forhindrer vanlige feil, en tabell som sammenligner maskinalternativer, en kvalitetskontrollrutine som kundene stoler på, og en feilsøkingsguide som operatørene kan bruke på gulvet.
Når en kjøper sier "rørene dine er inkonsekvente", mener de vanligvis en av disse spesifikke problemene. En godt konfigurertPapirrørmaskinbør forhindre dem ved kilden - ikke ved å sortere ut dårlige rør etter at de allerede er laget.
Hvis du kjøper rør for emballasje, etiketter, filmer, tekstiler, papirfabrikker eller konstruksjonsrelaterte bruksområder, bryr kundene seg om de samme to tingene:repeterbarhetogrene kanter. Alt i prosessen din bør forsvare disse resultatene.
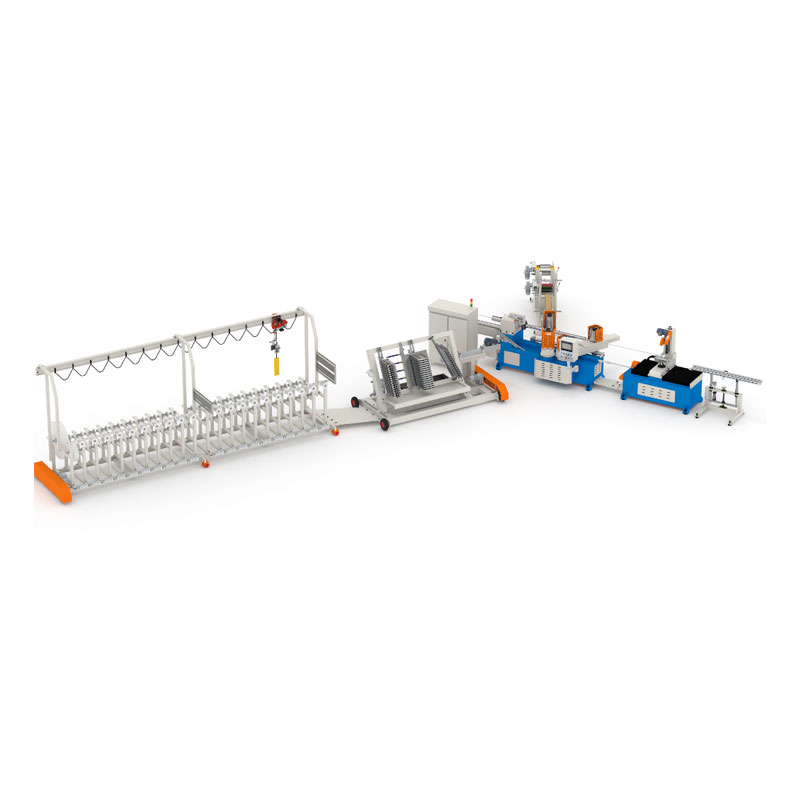
En rørledning er et system. Hvis du bare fokuserer på "maskinhastighet", vil du ende opp med å produsere skrap raskere. Her er arbeidsflyten du bør evaluere trinn for trinn:
Hvis de nåværende rørene svikter "tilfeldig", er årsaken sjelden tilfeldig. Det er vanligvis en drift i spenning, limviskositet eller dorslitasje som ingen målte før kundene klaget.
Ikke alle rørapplikasjoner trenger samme konstruksjonsmetode. Bruk tabellen nedenfor for å tilpasse maskinstilen til produktkravene.
| Maskin / prosesstype | Best for | Styrker | Watch Outs |
|---|---|---|---|
| Spiralvikling | Generelle emballasjerør, tekstilkjerner, etikettkjerner, beskyttelsesrør | Høy effektivitet, fleksible størrelser, stabil utgang når spenningen er kontrollert | Trenger god strekk/lim stabilitet for å unngå delaminering og ovalitet |
| Convolute Winding | Høypresisjonsrør, tykkere vegger, applikasjoner som krever strengere toleranse | Utmerket rundhetspotensial, sterk struktur, rent lagoppsett | Høyere oppsettfølsomhet; papirbredde og justering må være konsekvente |
| Manual / Entry-Level Line | Små partier, testing av nye rørprodukter, begrenset budsjett | Lavere forhåndskostnad, enkel opplæring | Effekten avhenger sterkt av operatørens ferdigheter; vanskeligere å holde konsistensen |
| Halvautomatisk linje | Voksende fabrikker som trenger stabil produksjon uten full automatiseringskostnad | Balansert produktivitet, mer stabil kontroll over nøkkeltrinn | Trenger fortsatt standard driftsprosedyrer for å forhindre innstillingsdrift |
| High-Automation Line | Store bestillinger, tette leveringsvinduer, kunder med streng kvalitetskontroll | Repeterbarhet, lavere arbeidsavhengighet, bedre skalering | Krever disiplinert vedlikehold og reservedelsplanlegging |
Det "beste" alternativet er det som samsvarer med rørtoleransen, diameterområdet, veggtykkelsen og kundenes forventninger – ikke den med det største hastighetstallet i en brosjyre.
Hvis du vil unngå kjøpers anger, lås ned kravene dine før du sammenligner tilbud. Her er en praktisk sjekkliste:
Profftips: Still deg selv dette ubehagelige spørsmålet—"Hva skjer hvis min beste operatør slutter?"Hvis kvaliteten din kollapser, har du ikke en prosess ennå; du har en person. En riktig spesifisertPapirrørmaskinog dokumenterte innstillinger reduserer denne risikoen.
Du trenger ikke et komplisert laboratorium for å tjene tillit. Du trenger konsistens og sporbarhet. Bruk en enkel rutine som operatører faktisk kan følge:
Den kraftigste forbedringen er sporingskrotgrunner. Hvis "fôringssyltetøy" er den beste skrapføreren, ikke kjøp raskere utstyr – fiks fôringsstabilitet og trening først.
Fabrikker jager ofte fart og blir deretter straffet med skrot, overtid og sinte kunder. En bedre plan er å designe for stabil produksjon:
Når du planlegger produksjon, ta med de skjulte tidsforløpene: skjøtehåndtering, limrensing, bladskift og størrelsesbytte. En litt langsommere linje med færre stopp kan utkonkurrere en raskere linje som hele tiden bryter rytmen.
De fleste "mystiske problemer" med rørledninger er vedlikeholdsproblemer i forkledning. Beskytt oppetid med vaner som er kjedelige – men lønnsomme:
Ett undervurdert tips: Behandle lim som et kontrollert materiale, ikke en "uansett tilgjengelig" forsyning. Stabil viskositet og ren påføring gjør mer for rørkvaliteten enn mange dyre oppgraderinger.
A Papirrørmaskiner ikke et engangskjøp. Det er et langsiktig produksjonsforhold. Leverandøren du velger bør kunne forklare innstillinger, feilsøke defekter og hjelpe deg med å standardisere produksjonen – ikke bare utstyr på skipet.
Hvis du vurderer leverandører, se etter:
For team som ønsker en mer strukturert tilnærming – spesielt ved skalering av kapasitet –Wenzhou Feihua Printing Machinery Co., Ltd.blir ofte vurdert som et leverandøralternativ fordi mange kjøpere ikke bare ønsker utstyr, men også praktisk driftsveiledning og stabile produksjonsrutiner som reduserer avhengigheten av «helteoperatører».
Hvis de nåværende rørene dine lider av inkonsekvent binding, rotete kanter eller nedetid som forstyrrer leveringen, blir løsningen sjelden "kjørt raskere". Den virkelige løsningen er å matche den rettePapirrørmaskinkonfigurasjon til rørspesifikasjonene dine, og bygg deretter en repeterbar prosess som holder kvaliteten stabil selv når skiftene endres.
Klar til å diskutere rørstørrelsesområdet ditt, måltoleranse og produksjonsmål? Nå ut ogkontakt osså utforske en praktisk maskin- og prosessplan som passer din fabrikk – ikke bare et generisk tilbud.











